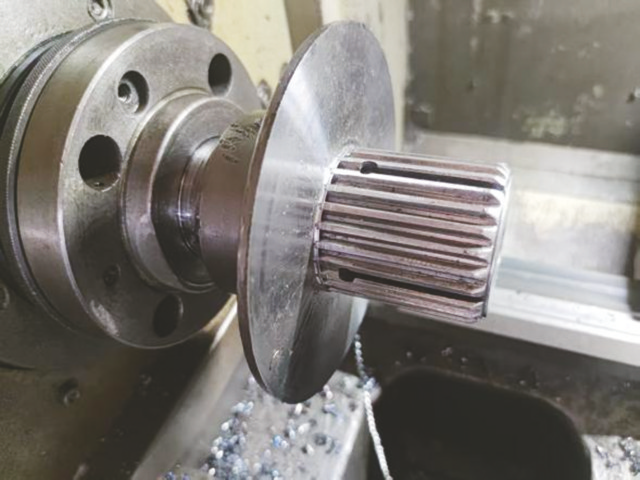
 改进前
改进前
采用单侧内撑开结构紧固零件 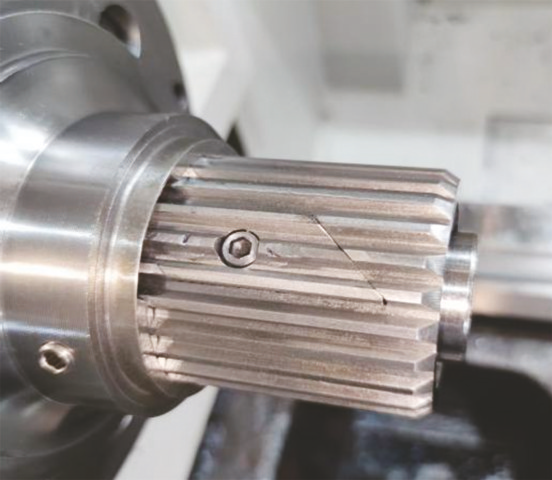 改进后
改进后
采用花键扭转方式紧固零件
花键连接盘是传动轴的关键零部件,加工质量直接影响传动轴的装配精度及可靠性。长期以来,陕西德信蓝通传动轴批量生产花键连接盘面临两大核心难题:外圆定位精度不足,导致加工合格率徘徊在90%左右,返工率较高;传统花键芯子磨损快、定位稳定性差。
面对这一现状,蓝通传动轴金工车间花键连接盘班组增设光车工序,推行定点装夹法,从源头强化基础尺寸的稳定性和一致性;在拉削前增加工件跳动检测环节,改善加工过程中的受力均衡性。工装创新方面,自主设计制作新结构花键芯子,优化定位布局与夹紧力分布,提升与工件内花键的配合精度,从而攻克加工精度瓶颈,提升产品质量。
新工艺落地后,加工合格率提升至95%,新结构花键芯子将该工序加工精度控制在0.05mm以内,确保产品一致性。该项目以扎实的方案与显著的成效在陕西省质量协会QC成果评比中荣获二等奖。
项目取得成功,工艺创新是突破口,班组敢于在关键工序上“加一道”、在操作方法上“改一点”,通过自主研发解决生产实际中具体的“卡脖子”细节问题,全员参与课题攻关,把“质量第一”转化为日常行动,以小投入换来大产出,体现了班组过硬的技术实力与协同创新能力。
陕西德信 王琳